Manufacture of large Chimney Stacks and Cyclones for herb production facility. Project: Camstar Herbs -…
Wrightfield is an experienced engineering company with specialist expertise in the food manufacturing and processing industry. We design, manufacture and install a range of food conveyor systems, such as ARB conveyor equipped solutions, a topic we discuss in further detail in the following post.
ARB Conveyors Explained?
The ARB conveyor, or to give it its unabbreviated title the Activated Roller Belt conveyor, is a conveyance solution that is employs cutting edge technology to provide optimised functionality, cost efficiency and reliability.
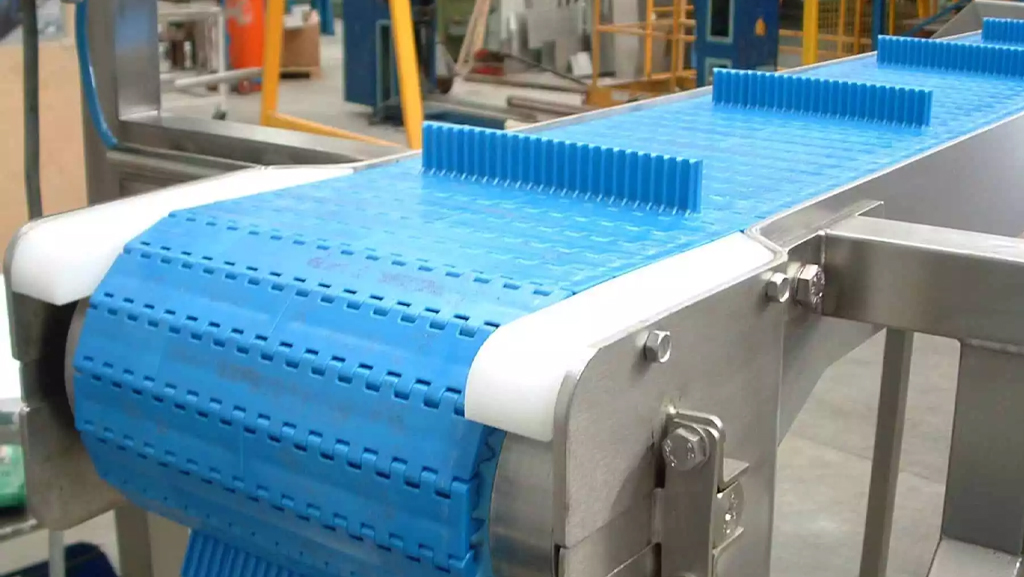
Activated Roller Belt (ARB) conveyor is a conveyor system that uses small, powered rollers built into the belt to guide and control the movement of items on the conveyor. These rollers are activated, or powered, in order to control the movement of the items. The Activated Roller Belt technology allows for more precise and efficient movement of items, particularly for sorting, merging, and aligning items. ARB conveyors are commonly used in manufacturing and logistics environments, where they can be used to improve accuracy and efficiency in material handling processes. They can also be used in other industries such as retail, e-commerce and package handling.
The modern conveyor is manufactured by Intralox and features special technology that allows it to simultaneously achieve flexibility, high throughput and gentle product handling, all while maintaining a low footprint.
Simple Controls
Efficiency is at the heart of all ARB conveyors, a philosophy that is applied to both its form and function. Despite the technologically advanced components of ARB conveyors, they features simplified controls ensuring that they provide a user friendly experience.
These features have made the conveyance solution popular across a range of diverse industries and sectors, where is provides reliable sorting, merging, turning and singulation.

Advantages of ARB Conveyors
ARB (Activated Roller Belt) conveyors are a type of conveyor system that utilizes small rollers mounted on the surface of the conveyor belt to create friction and grip with the products being transported. Some advantages of ARB conveyors include:
- Increased accuracy and precision: The activated rollers on the conveyor belt allow for more precise control of product movement, which can improve the accuracy of sorting and positioning of items.
- Reduced product damage: The increased friction and grip provided by the activated rollers can help to reduce product damage during transportation, especially for delicate or irregularly shaped items.
- Increased capacity: ARB conveyors can handle a greater weight and volume of products than traditional conveyors, allowing for increased capacity and throughput.
- High-speed operation: ARB conveyors can operate at high speeds, making them suitable for fast-paced production lines or high-volume operations.
- Versatility: ARB conveyors can be used in a wide range of industries, such as e-commerce, warehousing, and logistics, and can be adapted to various product types and sizes.
- Low maintenance: ARB conveyors are relatively low maintenance, with minimal moving parts and easy access for cleaning and maintenance.
A Range of Solutions
The Activated Roller Belt technology is available in range of different solutions, these include:
Turner Dividers: a single unit that is capable of receiving products from multiple infeed lanes to turn, divide and reject as required.
Mergers: these units eliminate line accumulation and related product damage. They allow for high throughput owed to continued motion and increased efficiency.
Sortation Systems: these systems provide gentle and precise sorting of items of all sizes, shapes and types.
ARB Conveyor – Find Out More
Click on the following link if you would like to find out more about ARB conveyor systems, or this link for information on other stainless steel equipment manufactured by Wrightfield.
Related Posts