
The pharmaceutical sector demands high precision, cleanliness, and reliability standards in every aspect of production. Conveyor systems are integral to ensuring these standards are met efficiently and effectively. Below, we explore the most common types of pharmaceutical conveyor system products used in this manufacturing and distribution sector.
Belt Conveyors
Belt conveyors are widely used for transporting materials and products over long distances. In the pharmaceutical industry, they move lightweight products such as tablets, capsules, and blister packs.
Materials: Can be made of anti-static materials to ensure cleanliness.
Uses: Ideal for moving products between different stations in the manufacturing process.
Customisation: Belt speed, width, and length can be adjusted based on the needs of the production line.
Roller Conveyors
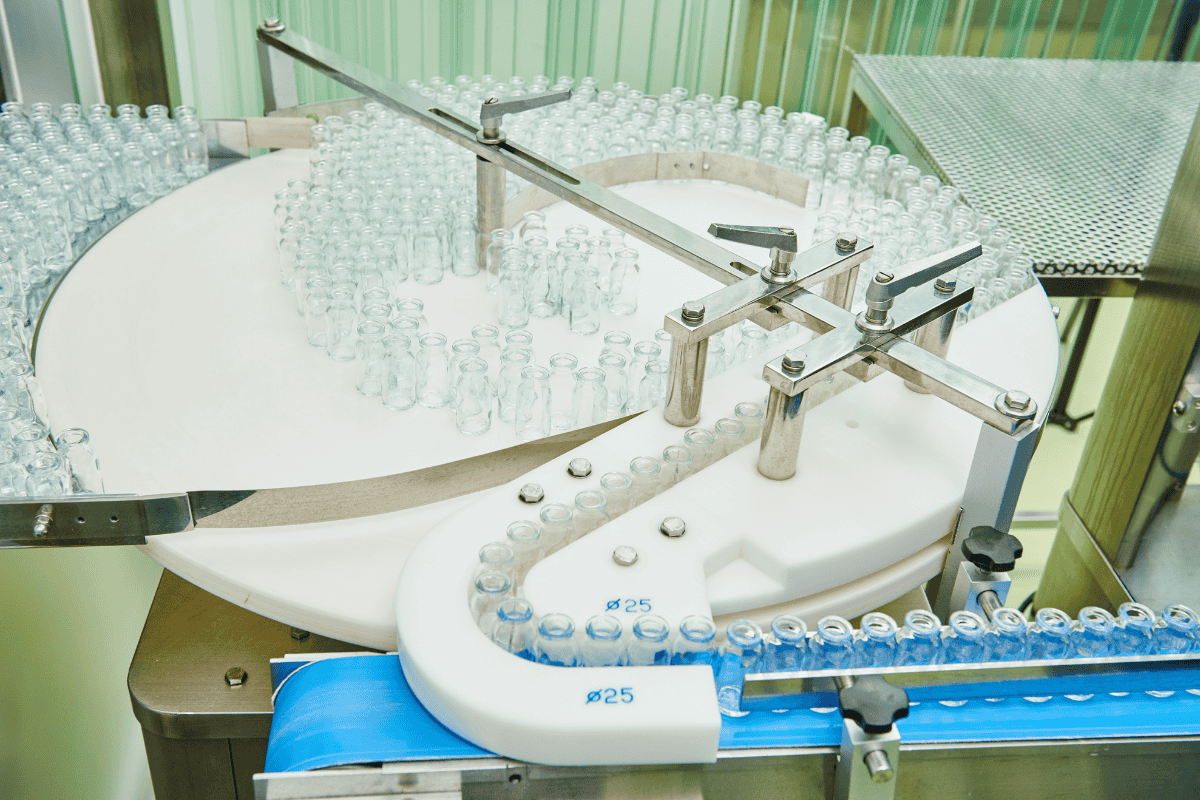
Roller conveyors are a versatile option used in the pharmaceutical sector to transport heavier loads like packaging or filled bottles. There are two types: gravity rollers and powered rollers.
Gravity Rollers: These products are moved by incline or manual push and are suitable for low-speed operations.
Powered Rollers: Use motors to drive the rollers, which are helpful for continuous and automated production lines.
Applications: Often used in packaging, distribution, and transferring products from one area to another.
Vacuum Conveyors
Vacuum conveyors are crucial for transporting powders, granules, and small items in a clean, sealed environment, minimising contamination.
Sealed System: Ensures the product is protected from external contaminants.
Powder Transport: Commonly used to move powders like active pharmaceutical ingredients (APIs) between processing stages.
Efficiency: Transfer large volumes of powder over distances without risk of leakage.
Screw Conveyors
Screw conveyors use a rotating helical screw mechanism to move bulk materials. In pharmaceuticals, they are handy for transferring granulated materials and powders.
Controlled Movement: Offers precise control over the flow of powders and bulk materials.
Enclosed Design: Prevents dust and contamination, essential in a clean-room environment.
Uses: Common in transferring raw materials to mixers and during blending processes.
Chain Conveyors
Chain conveyors are robust systems for moving heavier and larger products such as containers, cases, and packaging.
Heavy Duty: Suitable for transporting heavier items over longer distances.
Durability: Can withstand high temperatures and clean-room washing processes.
Applications: Frequently used in end-of-line packaging and warehousing.
Overhead Conveyors
Overhead conveyors are used in situations where floor space is limited. These systems are mounted above and can transport products in various directions, freeing up valuable production floor space.
Space-Efficient: Keeps the floor clear for other operations.
Versatile Movement: Can carry items in complex paths, such as around obstacles or between floors.
Uses: Beneficial for packaging lines and in environments with complex layout requirements.

Magnetic Conveyors
Magnetic conveyors utilise magnetic forces to securely transport items that contain metal or are held in place by magnetic strips, often used for precise handling of metal-based pharmaceuticals.
Secure Handling: Safely moves metal parts, like caps or components that contain metallic elements.
No Slippage: Ideal for maintaining orientation and preventing spillage during transport.
Applications: Used to handle containers with metal lids or devices requiring consistent orientation.
Clean Room Conveyors
Clean room conveyors are specially designed to operate within sterile environments where contamination is a major concern. These systems are essential in the pharmaceutical industry, especially in producing sterile drugs and medical devices.
Sterile Design: Constructed from materials that are easy to clean and resistant to microbial growth.
Compliance: Designed to meet stringent regulatory requirements.
Uses: Typically used in aseptic environments such as vaccine production or intravenous drug manufacturing.
Conclusion
The pharmaceutical industry relies on various conveyor systems to ensure the safe, clean, and efficient transportation of products. Each conveyor type plays a vital role in maintaining the high standards required in pharmaceutical manufacturing, from raw material handling to packaging and distribution.
If you need assistance choosing the right conveyor system for your pharmaceutical operations, please contact us for a consultation!